Establecida en 1992 con un capital social de $ 5,2 millones de dólares de empresas australianas de propiedad exclusiva, y cuenta con una zona de fábrica de 72.000 metros cuadrados.
 英语
英语 中文简体
中文简体 俄语
俄语 西班牙语
西班牙语 法语
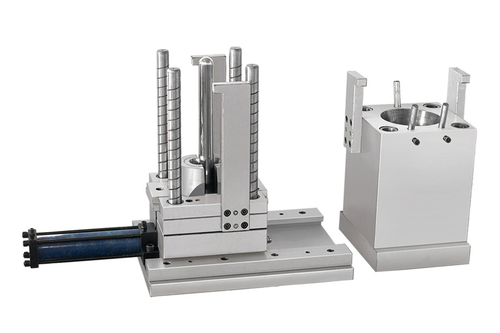
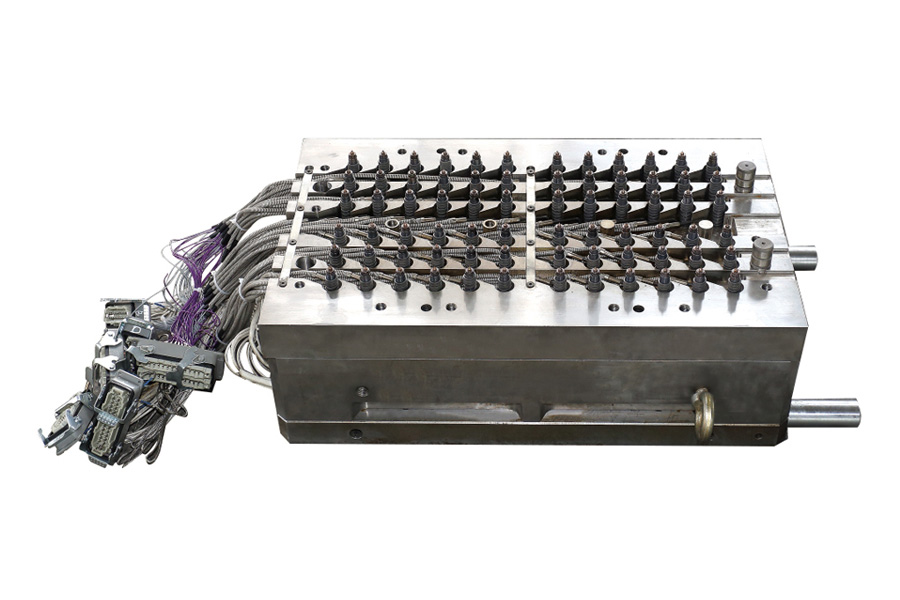
法语Parte de canal caliente
El moldeo por inyección también es eficiente, ya que utiliza maquinaria automatizada para realizar la mayor parte del proceso de producción. Sin embargo, este proceso no brinda tanta protección como el moldeo por compresión. También tiene una vida de molde relativamente corta. El moldeo por compresión se usa con mayor frecuencia para insertos redondeados, carcasas eléctricas y tapas de botellas. Además de su excelente estabilidad dimensional, el POM también se caracteriza por su bajo coeficiente de fricción. Esta propiedad lo hace ideal para aplicaciones que involucran operaciones de acabado mecánico. Sus buenas propiedades eléctricas, resistencia a la tracción y resistencia al desgaste también son algunas de sus características. También se usa ampliamente en piezas de precisión. El POM moldeado por inyección se usa en la industria automotriz y en la industria de productos electrónicos de consumo.
Se aplica a una variedad de partes automotrices, incluyendo rieles de combustible, válvulas y bombas de combustible. Su alta resistencia, baja fricción y resistencia al desgaste lo hacen ideal para aplicaciones en las que se esperan impactos y abrasiones repetidos. También se utiliza en aplicaciones que requieren un buen comportamiento tribológico. El POM es un polímero que se puede moldear fácilmente. Sin embargo, requiere procesos de unión especiales. También es sensible a la hidrólisis ácida. Por lo tanto, debe almacenarse en un ambiente seco. A diferencia de un molde de dos placas, un molde de tres placas usa tapones de metal para evitar que el producto se salga del molde. Este tipo de molde se usa a menudo para piezas grandes con múltiples puntos de inyección que requieren una producción de alta precisión. También se usa comúnmente para piezas con un relleno deficiente desde los bordes exteriores. Las partes principales de un molde de tres placas incluyen el núcleo, el sistema de canales, la placa de extracción de la boquilla y la placa de sujeción superior. El núcleo forma la forma interna de la moldura. Generalmente está hecho de acero de grado P20.
El núcleo y la cavidad le dan al producto de plástico su aspecto final. Además de estos componentes básicos, un molde de tres placas contiene una placa de molde adicional, que se denomina placa de rodadura. La placa de deslizamiento se agrega entre la placa de cavidades y la placa de sujeción superior. En un molde de plástico se utilizan varios tipos diferentes de mecanismos de extracción lateral. Varios factores afectan el tamaño de la fuerza de tracción del núcleo. En general, cuanto mayor sea el grosor de la pared de la pieza de plástico moldeado, mayor será la fuerza de tracción del núcleo. La fuerza de tracción del núcleo también se ve afectada por la temperatura, el tiempo de mantenimiento y las variedades de plástico. Para obtener una buena fuerza de extracción del núcleo, la dirección de extracción del núcleo debe ser perpendicular a las direcciones de apertura y cierre del molde. Se mide la distancia entre la línea central del poste de guía oblicuo y la línea de acción del deslizador lateral del núcleo. Luego, el brazo de flexión de la columna guía inclinada está determinado por Lw. Para la separación lateral y la tracción del núcleo, la distancia entre el deslizador lateral del núcleo y el poste guía oblicuo no es necesariamente igual a la mitad de la altura del deslizador. El diseño del mecanismo de extracción del núcleo lateral debe tener en cuenta este hecho.