Establecida en 1992 con un capital social de $ 5,2 millones de dólares de empresas australianas de propiedad exclusiva, y cuenta con una zona de fábrica de 72.000 metros cuadrados.
 英语
英语 中文简体
中文简体 俄语
俄语 西班牙语
西班牙语 法语
法语 El principio de funcionamiento de la máquina de moldeo por inyección; En el funcionamiento de la máquina de moldeo por inyección, cuando el tornillo gira, el plástico generará fricción y movimiento mutuo entre la pared interior del barril, la superficie inferior de la ranura del tornillo, la superficie de avance del borde del tornillo y el plástico y el plástico. . El avance del plástico es el resultado de esta combinación de movimientos, y el calor generado por la fricción también se absorbe para aumentar la temperatura del plástico y derretir el plástico.
La estructura de diseño del tornillo afectará directamente el alcance de estos efectos. Al mismo tiempo, la rotación del tornillo hace que la película fundida entre el lecho sólido y la pared interior del cilindro produzca un efecto de cizallamiento, fundiendo así el sólido en la interfaz entre la película fundida y el lecho sólido. A medida que la espiral del lecho sólido avanza, el volumen del lecho sólido disminuye gradualmente, mientras que el volumen del baño fundido aumenta gradualmente.
Si el espesor del lecho sólido disminuye por debajo de la velocidad a la que la profundidad de la ranura del tornillo se vuelve poco profunda, el lecho sólido puede bloquear parcial o completamente la ranura del tornillo, provocando fluctuaciones en la plastificación o debido a la presión local debido a la velocidad de fusión. de varios plásticos, la viscosidad de la masa fundida, el rango de temperatura de fusión, la sensibilidad de la viscosidad a la temperatura y la velocidad de cizallamiento, la corrosividad del gas de pirólisis y el coeficiente de fricción entre las partículas de plástico varían mucho.
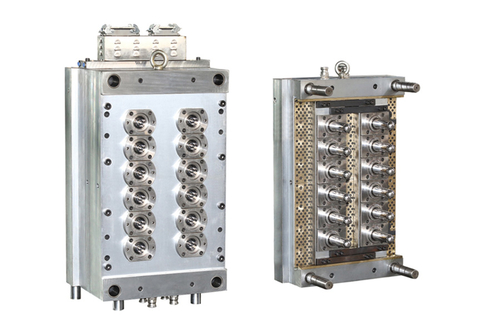
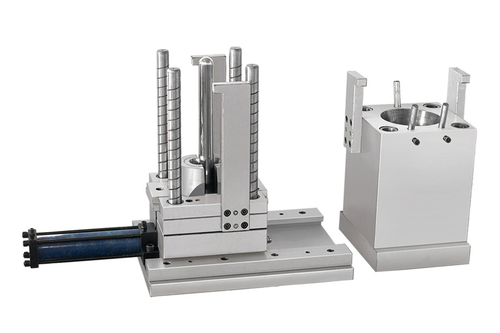
El proceso de moldeo de una máquina de moldeo por inyección de tornillo general es el siguiente: primero agregue plástico granular o en polvo en el barril y haga que el plástico esté fundido mediante la rotación del tornillo y el calentamiento de la pared exterior del barril, y luego la máquina cierra el molde y mueve el asiento de inyección hacia adelante. Luego, pase aceite a presión al cilindro de inyección.
El tornillo se empuja hacia adelante para inyectar la masa fundida en un molde cerrado con una temperatura más baja a una presión alta y una velocidad más rápida. Después de un cierto período de tiempo y mantenimiento de la presión (también llamado retención de presión) y enfriamiento, se solidifica y se forma. Puede abrir el molde para sacar el producto.
Los requisitos básicos del moldeo por inyección son plastificación, inyección y moldeo. La plastificación es un requisito previo para realizar y garantizar la calidad de los productos moldeados y, para cumplir con los requisitos del moldeado, la inyección debe garantizar una presión y velocidad suficientes. Al mismo tiempo, debido a la alta presión de inyección, se genera una presión correspondientemente alta en la cavidad, por lo que debe haber una fuerza de sujeción lo suficientemente grande.