Establecida en 1992 con un capital social de $ 5,2 millones de dólares de empresas australianas de propiedad exclusiva, y cuenta con una zona de fábrica de 72.000 metros cuadrados.
 英语
英语 中文简体
中文简体 俄语
俄语 西班牙语
西班牙语 法语
法语 En el proceso de molde de plastico moldeo por inyección, el control de la temperatura es extremadamente importante, no solo afectará la calidad del producto sino que también afectará su ciclo de moldeo. Diferentes plásticos tienen diferente fluidez, por lo que su control de temperatura también es diferente. Los plásticos con buena fluidez se controlan generalmente a unos 60°C; los plásticos con poca fluidez generalmente se controlan entre 80 °C y 120 °C. Además, el proceso de enfriamiento de plásticos cristalinos y plásticos no cristalinos es diferente, lo que debe tenerse en cuenta en el proceso de moldeo por inyección.
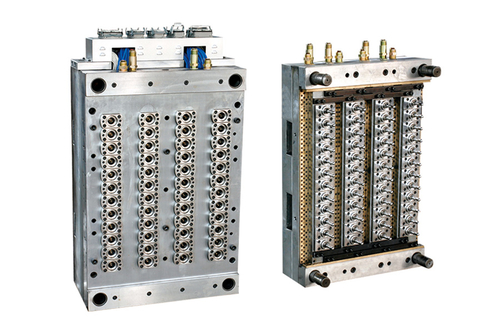
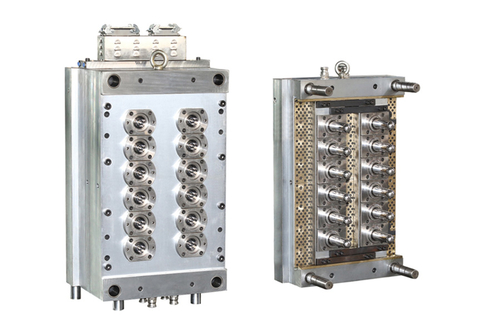
Molde de productos médicos de canal caliente de 72 cavidades

Molde de productos médicos de canal caliente de 72 cavidades
Durante el proceso de moldeo por inyección de moldes de plástico, si la temperatura es demasiado alta, afectará la tasa de contracción desigual del moldeado, lo que provocará la deformación del producto moldeado; si la temperatura es demasiado baja, reducirá su fluidez, dando como resultado defectos o líneas de flujo en la superficie después del moldeado. Si la temperatura del molde es desigual, la temperatura después del curado también lo será, lo que provocará tensión, deformación y agrietamiento del producto moldeado. Por lo tanto, el control de la temperatura tiene una gran influencia en la tasa de contracción, la estabilidad y la calidad del producto. Debemos prestar especial atención a la inyección de moldes de plástico.