Establecida en 1992 con un capital social de $ 5,2 millones de dólares de empresas australianas de propiedad exclusiva, y cuenta con una zona de fábrica de 72.000 metros cuadrados.
 英语
英语 中文简体
中文简体 俄语
俄语 西班牙语
西班牙语 法语
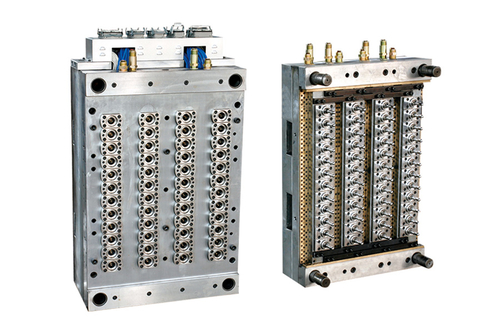
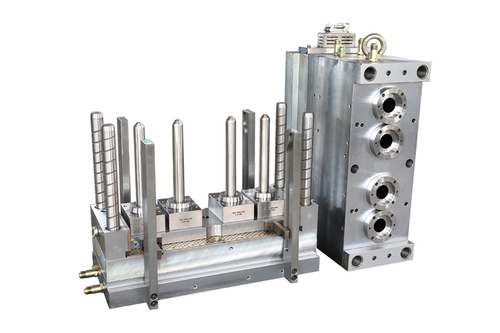
法语Máquina de moldeo por inyección serie servomotor CSD-S

En algunos casos, es posible que el bebedero no se solidifique por completo y el resultado sea el agrietamiento por tensión. El control de la solidificación del bebedero en las máquinas de moldeo por inyección implica modificar el flujo de plástico a través del molde. Los pasadores de expulsión del bebedero están conectados a la línea de partición por la línea de partición. De esta forma, el bebedero se solidifica en la cavidad, que contiene el plástico del bebedero solidificado 10. Estos plásticos también pueden separarse de la pieza mediante un sistema mecánico eyector o una placa separadora. La presión de permanencia de la máquina de moldeo por inyección puede controlarse ajustando la velocidad del tornillo móvil. Es fundamental mantener el equilibrio adecuado entre la fuerza de sujeción y la presión de llenado; de lo contrario, el producto moldeado puede mostrar imperfecciones y rebabas. Si bien la inyección de gas ayuda a que el plástico se expanda y llene la cavidad del molde, también es esencial tener en cuenta la contracción volumétrica del plástico, que puede hacer que sea más difícil controlar el gas.
Para compensar la contracción del plástico, inyectar gas en la cavidad del molde puede ayudar a que el plástico continúe expandiéndose durante el ciclo de enfriamiento. Esto se conoce como el proceso de tiro completo. El primer paso en el proceso de moldeo por inyección consiste en mezclar PBA disuelto en el polímero fundido. Luego, el polímero fundido pasa a través de la cavidad del molde y se inyecta en la cavidad del molde a una presión y velocidad determinadas. El siguiente paso es gestionar la presión de permanencia después de que el plástico fundido llene las cavidades de una máquina de moldeo por inyección. El control de los pasadores eyectores es una parte importante del proceso de moldeo por inyección. Es necesario mantener estos pasadores a una profundidad precisa para evitar que las piezas cuelguen o las "marquen". Además, los pasadores eyectores irregulares pueden causar problemas estéticos, especialmente en piezas con paredes delgadas. Pueden causar grabados deprimidos y espesores irregulares.
Una forma de controlar los pasadores eyectores en una máquina de moldeo por inyección es tener un interruptor que determine las posiciones inicial y final de los pasadores. Por ejemplo, la posición de inicio del pasador se establece en la posición A y su posición final se establece en la posición B. Una vez que los pasadores de expulsión alcanzan sus posiciones de finalización, vibran y provocan un retraso en el proceso. Esto hará que aumente el tiempo del ciclo. Para controlar los pasadores eyectores en una máquina de moldeo por inyección, ajuste la compuerta y el sistema de alimentación para optimizar el flujo de plástico fundido. Luego, configure un sistema de enfriamiento adecuado para transferir el calor lejos de la masa fundida y mantener la velocidad de enfriamiento dentro de los límites. Además, al diseñar el molde, analice la resistencia a la eyección para crear el molde adecuado. Por último, asegúrese de agregar los pines eyectores correctos y controlar la expansión de la puerta. Al hacerlo, puede asegurarse de que la pieza sea expulsada sin dejar una marca en la compuerta.